
新聞分類(lèi)
PE給水管焊接出現(xiàn)質(zhì)量問(wèn)題及控制措施(附控制措施如表)
時(shí)間2019-2-25 8:53:45 作者:本站原創(chuàng)
PE給水管在施工過(guò)程中,焊接是很重要的一環(huán),焊接的質(zhì)量好壞影響工程的整體進(jìn)度,那么PE給水管焊接當(dāng)中遇到一些問(wèn)題該怎么解決呢?這里潤(rùn)碩管業(yè)整理一份PE給水管焊接出現(xiàn)質(zhì)量問(wèn)題及控制措施資料,希望能夠幫助到大家。

PE給水管焊接示意圖
1.虛焊
熱熔對(duì)接焊接時(shí)出現(xiàn)的虛焊,主要是對(duì)接焊機(jī)夾具行程不夠和對(duì)接時(shí)夾具速度太快而引起虛焊兩種情況。
(1)對(duì)接焊機(jī)夾具行程不夠,兩連接件對(duì)接前用銑刀銑平管口后進(jìn)行焊前試碰,碰對(duì)后在夾具行程桿上應(yīng)看到有一定的行程余量,行程余量應(yīng)不小于20mm為宜。在焊接過(guò)程中,若不注意這種情況,夾具的行程余量不夠時(shí),焊接后表面上看對(duì)接的非常好,但實(shí)際上兩對(duì)接件熔接的不夠徹底,出現(xiàn)虛焊。這是熱熔對(duì)接焊中常出現(xiàn)而又不易察覺(jué)的問(wèn)題;解決的辦法是每次焊前都應(yīng)注意留有足夠的夾具行程余量。
(2)對(duì)接件對(duì)碰時(shí)夾具速度太快。兩連接件經(jīng)加熱板加熱后進(jìn)行對(duì)碰,若對(duì)碰過(guò)程中夾具速度太快,在對(duì)碰瞬間,兩連接件熔融部分大部分被擠壓到內(nèi)外壁兩側(cè),致使熔合的部分不夠充分而造成了虛焊,解決的辦法是操作人員控制機(jī)具的速度要均勻,使熔接部分充分融合。
2.焊不透
出現(xiàn)這種情況的主要原因是加熱時(shí)間不夠。一般情況下不同的管材﹑不同型號(hào)及規(guī)格的聚乙烯PE管,其焊接加熱時(shí)間在出廠時(shí)都有規(guī)定,但所給加熱時(shí)間是在環(huán)境溫度為200C﹑有微風(fēng)時(shí)設(shè)定的,當(dāng)環(huán)境溫度低于100C和風(fēng)力較大時(shí),若按設(shè)定的加熱時(shí)間進(jìn)行加熱焊接,焊接后表面上與正常時(shí)焊接沒(méi)有多大區(qū)別,實(shí)際上沒(méi)焊透,解決辦法是當(dāng)遇到施工環(huán)境溫度低于100 C和風(fēng)力較大時(shí),應(yīng)根據(jù)管材不同型號(hào)﹑規(guī)格適當(dāng)調(diào)整加熱時(shí)間。
3.焊口碳化
發(fā)生這種質(zhì)量問(wèn)題的原因是加熱時(shí)間過(guò)長(zhǎng),與焊不透的情況正好相反,對(duì)于熱熔對(duì)接焊,有些施工人員認(rèn)為焊接過(guò)程中加熱時(shí)間越長(zhǎng),焊接效果越好,而事實(shí)恰好相反,聚乙烯PE管在加熱時(shí)間過(guò)長(zhǎng)時(shí),會(huì)出現(xiàn)碳化現(xiàn)象,嚴(yán)重影響到焊接質(zhì)量。
4.聚乙烯(PE)給水管給熔焊接常見(jiàn)質(zhì)量問(wèn)題及控制措施如表
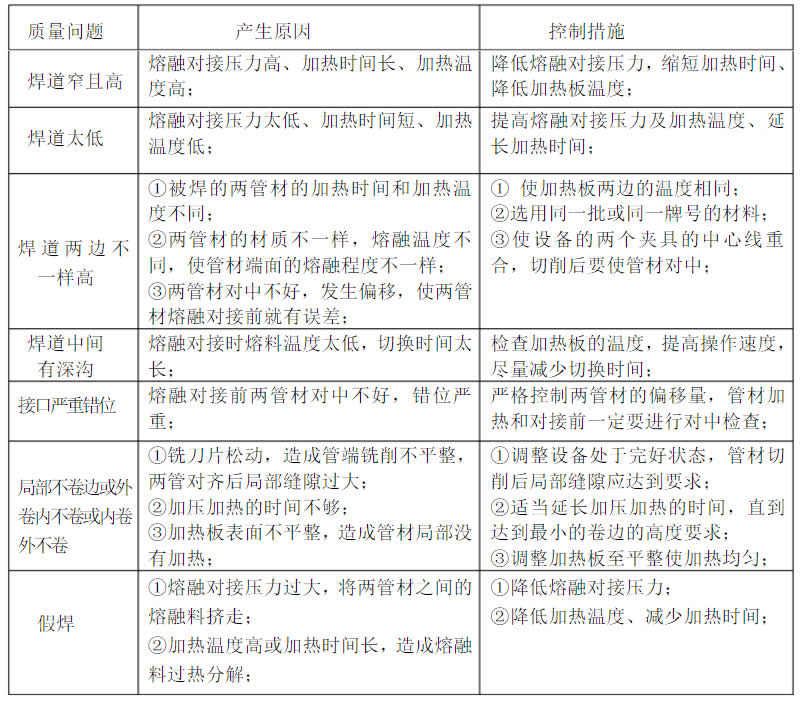
PE給水管焊接質(zhì)量控制措施表
PE管具有連接方便、施工簡(jiǎn)單,速度快、維修少、耐腐蝕、柔韌性好、使用壽命長(zhǎng),無(wú)污染,經(jīng)濟(jì)優(yōu)勢(shì)明顯等優(yōu)點(diǎn)。同時(shí)施工過(guò)程中,不會(huì)對(duì)人體及環(huán)境造成不利影響;能較好控制施工環(huán)境。從使用年限、安裝費(fèi)用、耐磨性、透氣率等方面與其它管材對(duì)比,具有節(jié)約工程投資,節(jié)約能源等突出特點(diǎn),具有良好的經(jīng)濟(jì)效益和社會(huì)效益。